木门变形的根本原因是门扇两侧应力不平衡,主要由结构不对称、材料特性差异及环境温湿度骤变引发。选购与使用时需重点避免门扇两侧环境条件长时间悬殊,尤其采暖季应确保内外温差≤5℃、湿度差≤10%,风口处需强化门扇骨架稳定性(如内填蜂窝纸或平衡层),且饰面材料厚度差应控制在0.1mm以内,以降低胶层固化应力导致的弓曲风险。
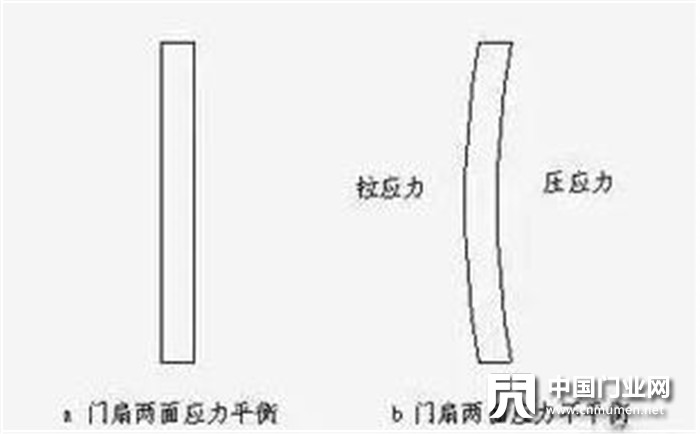 这种应力不平衡是多种因素共同作用的结果,既有木质门自身的原因也有外界环境的原因。导致木质门扇产生变形的因素主要有产品的结构、使用的材料、木门的加工工艺、木门的储存、安装和使用环境等。
这种应力不平衡是多种因素共同作用的结果,既有木质门自身的原因也有外界环境的原因。导致木质门扇产生变形的因素主要有产品的结构、使用的材料、木门的加工工艺、木门的储存、安装和使用环境等。
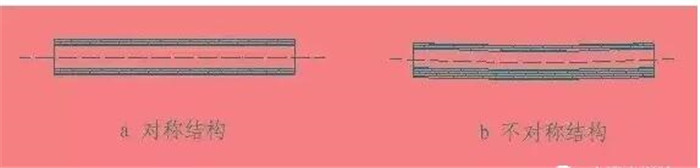
 1、产品结构不对称造成变形
即门扇两面的材料特性应该不一致。对于图3(b)的情况,由于饰面材料的厚度不同,门扇两面的胶层与门扇中心线的距离不一致,虽然胶粘剂在固化过程中产生的应力大小相同但是由于力臂的不同,使得门扇产生弯曲变形的情况。
因此,在产品的生产过程中,必须要求饰面材料的厚度、种类、含水率、结构相同。有些小品牌工厂在加工制作时,正面使用好的材料,背面使用价格低廉的材料,就容易产生变形。
1、产品结构不对称造成变形
即门扇两面的材料特性应该不一致。对于图3(b)的情况,由于饰面材料的厚度不同,门扇两面的胶层与门扇中心线的距离不一致,虽然胶粘剂在固化过程中产生的应力大小相同但是由于力臂的不同,使得门扇产生弯曲变形的情况。
因此,在产品的生产过程中,必须要求饰面材料的厚度、种类、含水率、结构相同。有些小品牌工厂在加工制作时,正面使用好的材料,背面使用价格低廉的材料,就容易产生变形。
 2、材料选用不当造成变形
众所周知,木材是一种干缩湿胀的材料。在一定的含水率范围内,随着木材本身含水率的变化,而带来的木材本身尺寸、形状的变化,这种现象称为木材的干缩湿胀。由木材加工制作成的木门也会存在着这种情况。同时木材是一种各向异性的材料。不同的方向其物理、力学性能差别非常大。与门扇变形密切相关的就是木材的干缩系数,木材的不同方向,干缩系数相差比较大。木材的干缩系数弦向最大、其次是径向,最小的是纵向。一般情况下,弦向是径向的1.5倍,弦向和径向是纵向的几十到上百倍。木材的干缩湿胀随着树种、密度等的不同而不同。针叶材的干缩比阔叶材要小;软阔叶材比硬阔叶材要小;密度越大,干缩越大。
木门生产加工所选用的主要材料是木材或人造板,在材料的选择上应该重点控制木材的含水率,使用干燥合格的木材,这样能够有效的降低木材的干缩和湿胀。同时要注意控制木材的含水率梯度,不能存在局部含水率过高或过低的现象。
使用集成材作为门扇的内部主要龙骨可以提高产品抵抗外力的能力。集成材,又称胶合木,是将具有一定端面规格的小木条(或尺寸窄、短的小木条)的端面刨铣出互相配合的"V"型榫槽和榫头,然后在榫槽内涂上胶粘剂进行长度方向胶拼(端拼),之后再沿横向胶拼成一定宽度(横拼)的板材,根据需要也可进行厚度方向上的胶拼。集成材没有破坏木材本身的结构,能保持木材的天然纹理和质感,克服了天然木材易变形、开裂,表面有节子、虫眼等缺陷,抗拉和抗压强度优于木材,材质好、尺寸稳定性高。
3.工艺技术不合理造成变形
例如:门扇在覆贴完饰面材料后不能立即进入下一到工序进行加工,一方面是因为胶粘剂没有固化完全,另一方面是因为胶粘剂中含有大量的水分,这些水分没有在被胶合材料中扩散均匀。对于采用热压方式加工的产品,其温度比环境温度高很多,需要在产品温度与环境温度平衡后再进行后续的加工。这个平衡过程专业上叫"陈化"。热压后可以直接堆垛码放后进行陈化,也可以采用晾板机装置,可以在较短的时间降低门扇的温度,达到产品与环境温度相平衡,缩短后期的陈化时间。
4、安装不当造成变形
木门的安装的质量直接影响到木门在使用中的变形情况。木门在安装时,必须保证门框和门扇的垂直度,使门扇的重心在门扇的厚度方向的中线上,并保证开启灵活。另外建议每樘门安装3块合页,合页安装的位置为上下两块距离门扇上下约门扇高度的1/10,中间1块合页居中偏上。与每樘门安装2块合页相比,虽然在成本上会有所增加,但是会在防止或减小门扇变形上能起到很好的作用。
5、使用不当造成变形
木门的变形与其所处的环境有着密切的关系,在扣除木门自身的因素外,导致木门变形的原因在于环境的因素。由于木材本身就很容易受到周围环境的影响,使用木质材料加工制作的木门在环境条件(主要是温度、湿度)变化较大时,也很容易产生变形。
对于条件比较恶劣的场所,如风口处,木门在使用过程中容易产生变形,应该尽量避免木门里外两侧的环境条件长时间相差较大。要特别注意采暖季节和风大的季节。在采暖季节,应该避免由于采暖而造成木门里外两面所处的环境温度长时间相差过大,避免木门一侧环境过于潮湿。
编辑:中国门业网——狗贼
2、材料选用不当造成变形
众所周知,木材是一种干缩湿胀的材料。在一定的含水率范围内,随着木材本身含水率的变化,而带来的木材本身尺寸、形状的变化,这种现象称为木材的干缩湿胀。由木材加工制作成的木门也会存在着这种情况。同时木材是一种各向异性的材料。不同的方向其物理、力学性能差别非常大。与门扇变形密切相关的就是木材的干缩系数,木材的不同方向,干缩系数相差比较大。木材的干缩系数弦向最大、其次是径向,最小的是纵向。一般情况下,弦向是径向的1.5倍,弦向和径向是纵向的几十到上百倍。木材的干缩湿胀随着树种、密度等的不同而不同。针叶材的干缩比阔叶材要小;软阔叶材比硬阔叶材要小;密度越大,干缩越大。
木门生产加工所选用的主要材料是木材或人造板,在材料的选择上应该重点控制木材的含水率,使用干燥合格的木材,这样能够有效的降低木材的干缩和湿胀。同时要注意控制木材的含水率梯度,不能存在局部含水率过高或过低的现象。
使用集成材作为门扇的内部主要龙骨可以提高产品抵抗外力的能力。集成材,又称胶合木,是将具有一定端面规格的小木条(或尺寸窄、短的小木条)的端面刨铣出互相配合的"V"型榫槽和榫头,然后在榫槽内涂上胶粘剂进行长度方向胶拼(端拼),之后再沿横向胶拼成一定宽度(横拼)的板材,根据需要也可进行厚度方向上的胶拼。集成材没有破坏木材本身的结构,能保持木材的天然纹理和质感,克服了天然木材易变形、开裂,表面有节子、虫眼等缺陷,抗拉和抗压强度优于木材,材质好、尺寸稳定性高。
3.工艺技术不合理造成变形
例如:门扇在覆贴完饰面材料后不能立即进入下一到工序进行加工,一方面是因为胶粘剂没有固化完全,另一方面是因为胶粘剂中含有大量的水分,这些水分没有在被胶合材料中扩散均匀。对于采用热压方式加工的产品,其温度比环境温度高很多,需要在产品温度与环境温度平衡后再进行后续的加工。这个平衡过程专业上叫"陈化"。热压后可以直接堆垛码放后进行陈化,也可以采用晾板机装置,可以在较短的时间降低门扇的温度,达到产品与环境温度相平衡,缩短后期的陈化时间。
4、安装不当造成变形
木门的安装的质量直接影响到木门在使用中的变形情况。木门在安装时,必须保证门框和门扇的垂直度,使门扇的重心在门扇的厚度方向的中线上,并保证开启灵活。另外建议每樘门安装3块合页,合页安装的位置为上下两块距离门扇上下约门扇高度的1/10,中间1块合页居中偏上。与每樘门安装2块合页相比,虽然在成本上会有所增加,但是会在防止或减小门扇变形上能起到很好的作用。
5、使用不当造成变形
木门的变形与其所处的环境有着密切的关系,在扣除木门自身的因素外,导致木门变形的原因在于环境的因素。由于木材本身就很容易受到周围环境的影响,使用木质材料加工制作的木门在环境条件(主要是温度、湿度)变化较大时,也很容易产生变形。
对于条件比较恶劣的场所,如风口处,木门在使用过程中容易产生变形,应该尽量避免木门里外两侧的环境条件长时间相差较大。要特别注意采暖季节和风大的季节。在采暖季节,应该避免由于采暖而造成木门里外两面所处的环境温度长时间相差过大,避免木门一侧环境过于潮湿。
编辑:中国门业网——狗贼


门窗品牌网 (www.doors10.com)专业提供中国断桥铝门窗,铝合金门窗,铝包木门窗等系列产品,断桥铝门窗与铝合金门窗优选门窗十大品牌网,产品价格等信息周全。 主办及指导机构:中国门窗营销协会
粤ICP备20041577号 Copyright © 2017-2019 门窗品牌网 版权所有