在铝合金门窗组角方式中,活动角码凭借高强度螺栓连接与不破坏型材腔室的结构设计,在力学性能和加工精度上全面优于传统的挤角式角码。其单角受力可达35000牛顿以上,是挤角式角码(约1800-2000牛顿)的20倍,且每人每小时可组框15-25樘,生产效率显著提升。对于高层住宅、幕墙及对气密性和角强度要求较高的门窗工程,应优先选用活动角码,而避免采用易导致型材扭曲和第四角偏移的挤角方式。
 在欧洲铝合金门窗的组角采用活动角码的组角方式,其优势有如下几点:
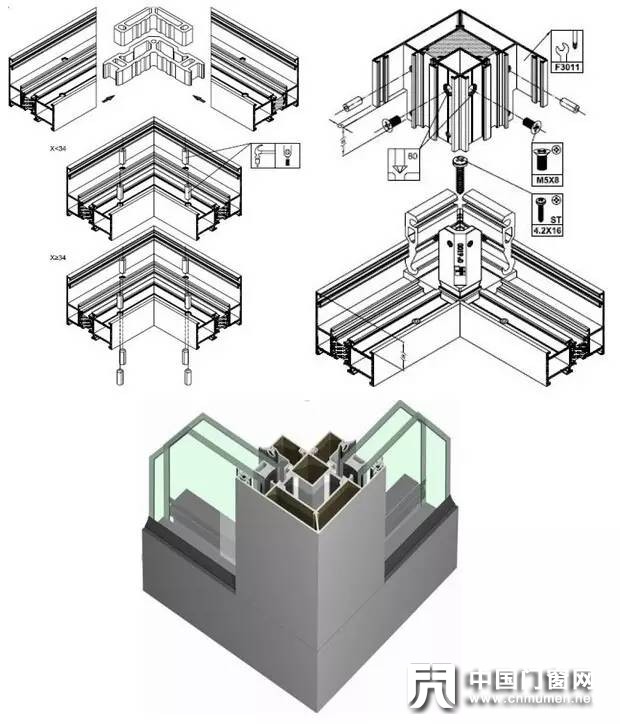
1.角部连接件(活动角码)采用高强度连接螺栓连接,比较采用挤角机组角的方式活动角码不破坏铝型材的腔室(外形尺寸不会出现扭曲)避免了第4角偏移的问题。工人每人每小时可组框15~25樘。
2.角部连接件(活动角码)经过“L”形单角受力试验(可达到35000牛顿以上),比挤角式角码(约1800~2000牛顿)大20几倍(挤角式角码由于连接构造的不合理,在做角强度测试时,外部压力作用到试验角时,铝合金型材的挤入外表皮受外力影响,逐步拉平最终角码脱离;而活动角码由于采用合理的连接构造,在试验时压力直接传导到活动角码本身,直到活动角码完全破坏试验角才会损坏)。
在欧洲铝合金门窗的组角采用活动角码的组角方式,其优势有如下几点:
1.角部连接件(活动角码)采用高强度连接螺栓连接,比较采用挤角机组角的方式活动角码不破坏铝型材的腔室(外形尺寸不会出现扭曲)避免了第4角偏移的问题。工人每人每小时可组框15~25樘。
2.角部连接件(活动角码)经过“L”形单角受力试验(可达到35000牛顿以上),比挤角式角码(约1800~2000牛顿)大20几倍(挤角式角码由于连接构造的不合理,在做角强度测试时,外部压力作用到试验角时,铝合金型材的挤入外表皮受外力影响,逐步拉平最终角码脱离;而活动角码由于采用合理的连接构造,在试验时压力直接传导到活动角码本身,直到活动角码完全破坏试验角才会损坏)。
 3.最大的好处是组角有错位时可以松以下从新调整再紧,这一点是普通挤角式角码无法比拟的!
4.活动角码可以实现门窗的现场组装,在欧洲的铝合金门窗厂可以做亚洲的门窗工程就是依靠活动角码的这一特性来保障的,工厂接到订单后将铝合金型材切割并冲出活动角码的安装孔,直接装箱,配上活动角码、门窗五金等直接海运到现场装配。
5.综合性价比:活动角码的价格虽然比挤角式角码略高,但是工效是采用挤角机组角(5樘/每小时/每人)的5~8倍;挤角式角码的米重约为2.0~3.2kg/米,但由于组角方式的不合理角部强度不能与挤角式角码的重量成正比。
6.型材成本:由于活动角码连接的原理先进,其角部强度的体现是靠结构实现,用铝量小,型材腔室要求小(厚度14毫米)对比传统的挤角式角码(厚度约为20毫米),使用活动角码的型材标准窗耗料可以节省10%~15%的型材用铝量。
3.最大的好处是组角有错位时可以松以下从新调整再紧,这一点是普通挤角式角码无法比拟的!
4.活动角码可以实现门窗的现场组装,在欧洲的铝合金门窗厂可以做亚洲的门窗工程就是依靠活动角码的这一特性来保障的,工厂接到订单后将铝合金型材切割并冲出活动角码的安装孔,直接装箱,配上活动角码、门窗五金等直接海运到现场装配。
5.综合性价比:活动角码的价格虽然比挤角式角码略高,但是工效是采用挤角机组角(5樘/每小时/每人)的5~8倍;挤角式角码的米重约为2.0~3.2kg/米,但由于组角方式的不合理角部强度不能与挤角式角码的重量成正比。
6.型材成本:由于活动角码连接的原理先进,其角部强度的体现是靠结构实现,用铝量小,型材腔室要求小(厚度14毫米)对比传统的挤角式角码(厚度约为20毫米),使用活动角码的型材标准窗耗料可以节省10%~15%的型材用铝量。


门窗品牌网 (www.doors10.com)专业提供中国断桥铝门窗,铝合金门窗,铝包木门窗等系列产品,断桥铝门窗与铝合金门窗优选门窗十大品牌网,产品价格等信息周全。 主办及指导机构:中国门窗营销协会
粤ICP备20041577号 Copyright © 2017-2019 门窗品牌网 版权所有